1. Spot Fixing for End Cover and Cylinder Assembly
Please follow the procedure shown in the figure for symmetrical spot fixing. It is easy, accurate and convenient for assembly welding.
1 Please measure the external circumference of the end cover. If there is a simple machining in advance, please inquire us for preliminary external circumference.
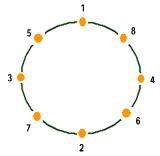
2 Please quarter the external circumference of the end cover and make marks on both the cylinder and the end cover.
3 Do positioning welding following the procedure shown in the figure. Position the positioning welding in accordance with the diameter and the plate thickness
4 Weld after finishing the positioning welding.
2.Pay attention to the surface protection of the stainless steel end cove.
1 After assembly welding of the end cover and the cylinder, clean welding seam, slag, splashes, dirt in and around heated area in time, and make PT examination and surface acid washing.
2 Prevent the stainless steel end cover from knocking and scraping.
3 Prevent direct touching with carbon steel and avoid iron ion contamination.
4 Do not put it in the air to prevent rain.
5 Avoid restrained assembly welding. Prevent large restraint stress during structure designing.
6 Chlorine ion content of the pressure test water must not be larger than 25mg/L. Dry it by blowing in time after the test.
7 Deoxidated acid such as chlorhydric acid can not be used in stainless steel acid washing.
8 Strictly observe media compatibility as stipulated in “Pressure Vessel Regulation”.
Note: The end cover of metastable austenite stainless steel such as 0Cr18N19 and 304 is easy to cause surface spot corrosion because of misdoing surface protection. The surface spot corrosion plus machining stress and welding stress results in stress corrosion and intercrystalline corrosion finally. So please pay a grate attention to the surface protection of this kind of stainless steel.
3. Pay attention to the following circumstances of using the end cover:
1.Carbon steel end cover can cause cracks in the circumstances of helium, sodium hydroxide , etc.. Please ask eliminating residual stress when you order the end cover.
2 Austenite stainless steel can cause stress corrosion cracks in the circumstances of chlorine ion. Please select suitable materials during the designing.
3 Please do heat treatment in advance to eliminate residual stress for the carbon steel end cover of zinc hot-dip plating or aluminum cementation.