| ■ Section shape gap: | |
|---|---|
| Section shape gap: Outside convex≤1.25%Di; Inside concave≤0.625%Di. (Full size sample plate whose chord length is equal to Di is used for measurement.) | 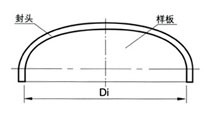 |
| ■ Straight edge, slope, fold and total depth (height) tolerance: | |||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
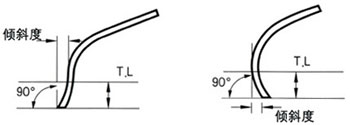
| Longitudinal wrinkles are not allowed on the straight edge.Straight edge height tolerance, both inside and outside slope tolerances of straight edge are as follows: |
|
||||||||||||||||
 |
|||||||||||||||||
| ■ Roundness tolerance | |||
|---|---|---|---|
|
1.Measure four inside diameters which distribute in the same distance at straight edge. The difference between the measured maximum value and the measured minimum value is the roundness tolerance. 2.The roundness tolerance is not larger than 0.5 % Di, and 25mm; 3.While δ s/Di < 0.005 , and δ s < 12mm, the roundness tolerance is not larger than 0.8 % Di, and 25mm. |
|||
| ■ The tolerance of slope and dimension and groove roughness | |||||||||
|---|---|---|---|---|---|---|---|---|---|
|
|||||||||
| ■ External circumference tolerance and inside diameter tolerance | ||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
|
||||||||||||||||||||||||||||
|
Notes:While Di ≥ 1000 and δs < 10mm , take external circumference tolerance as criterion. The inside diameter tolerance or the external circumference tolerance can be decided through the discussion between the two parties. Notes:1 Standard length of external circumference = (inside diameter nominal thickness � 2 ) � π (3.1416). 2 Under the circumstance of inside diameter tolerance, measure four inside diameters which distribute in the same distance at straight edge, and take the average value of measured inside diameter. |
||||||||||||||||||||||||||||
| ■ Surface quality | |
|---|---|
|
1.The measured minimum thickness of welding seam shall not be less than the minimum guaranteed thickness. The welding seam height should not be 0.5mm lower than mother material. 2.Under the circumstance of step stamping, circle impression will be taken place. The gap measured by sample plate should be less than 1.5mm . 3.The pits on the material surface should be ground. The grinding depth should be less than 5% δ s and 2mm . Otherwise compensating welding is needed. 4.The depth of the riffle on end cover surface shall not be larger than 0.2mm . While the ground area on end cover is less than 20%, surface treatment should be done over whole end cover. 5.If customers have special requirements for end cover surface, shall follow the customers' requirements. |
|